
咨询热线:
189-2325-3638
135-3438-0590 (丘生)
189-2325-3638
135-3438-0590 (丘生)

联系人:丘先生
电 话:189-2325-3638
电 话:135-3438-0590
邮 箱:562537871@qq.com
地 址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋401(住所申报)
市场上有很多数控滑轮车床,有很多购买者,但是有些客户不知道加工工件的数控车床的技术要求是什么。专业数控滑轮车床有一个备用刀具库,可以主动更换刀具。由于加工过程的聚集和有效的换刀,CNC加工减少了工件夹紧,测量和机床调整的时间,因此机床的切削时间达到了数控滑轮车床多少钱启动时间的80%,减少了工件的周转率,过程之间的转移和存储时间,

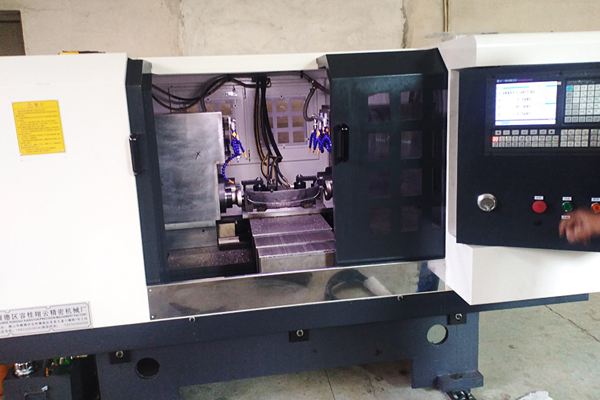
数控滑轮车床工件有锥度和小头现象故障原因:机器水平调整不正确,一高一低,导致放置不均; 长轴转动时,贡献材料较硬,刀具吃得更深,导致刀具屈服; 尾座顶针与主轴不同心。解决方法:用水平仪调整数控滑轮车床多少钱的水平,打好基础,固定云浮专业以提高其韧性; 选择合理的工艺和适当的切削进给,以免工具被迫将其交给刀; 调整尾座

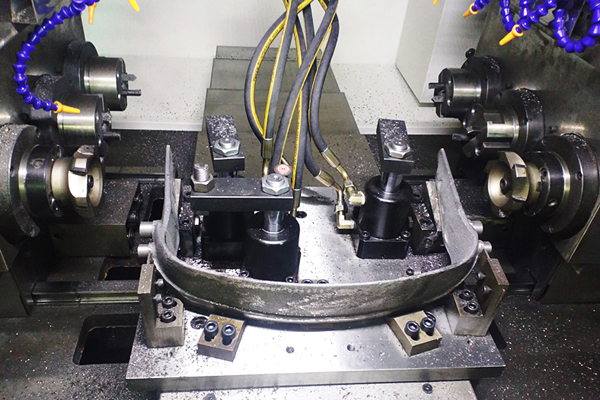
数控滑轮车床车削细长轴时,由于工件刚性差,专业数控滑轮车床的车刀几个形状对工件的振动有明显的影响,合理选择数控双头铣车床的几何角度主要考虑以下几点:(1)由于细长轴刚性差,为减少细长轴弯曲,要求径向切削力愈小愈好,而数控车床刀具的主偏角是影响径向切削力的主要因素,在不影响刀具强度的情况下,尽量增加车刀主偏角。数控滑轮车床多少钱的车刀主偏角取K,=80。一93。(2)为减小切削力和切削热,应选择较大的前角,取y。=15。一30。(3)车刀前面应磨有R15~mmm的断屑槽,使切屑顺利卷曲折断。(4)选择正刃倾角=3。使切屑流向待加工表面,并使卷屑效果良好。(5)切削刃表面粗糙度要求在R。04岬以下,并要经常保持锋利。(6)为了减少径向切削力,车铣复合机床应选择较小的圆弧半径(r。<0.3mm)。倒棱的宽度也应该选得小,取倒棱宽6,-=0 5,(,为进给量)。
组装数控滑轮车床轴承时,必须对云浮数控滑轮车床进行预加载,以便在安装轴承后消除原始间隙。也就是说,数控滑轮车床多少钱轴承的接触角和精度起着非常重要的作用。因此,在安装轴承时,既要确保接触角合格,又要确保角接触球轴承的实际宽度符合要求。 轴承在运行过程中经常发生故障,因此无需大惊小怪。 如果发生故障,判断和处理是关键.让我们分析一下斜轨数控自动车床轴承常见的质量问题和原因。
数控滑轮车床具有高效的加工功能,实现了零件加工的批量生产。但是,在实际操作中,由于违规,违规,野蛮操作而造成许多生产事故,给个人和企业造成了严重的经济损失。操作员牢记专业数控滑轮车床的安全操作。1.数控车床的安全操作规范1.未经专业培训的人员不得操作数控滑轮车床多少钱。2. 数控机床加工人员在操作设备之前必须阅读CNC车床操作手册并充分理解其内容。禁止使用操作手册中未描述的步骤和方法来运行CNC车床。3.当数控车床的操作者感到身体或精神不适时,请勿操作机器。4. CNC车床的操作员必须记住紧急停止按钮的操作方法,随时检查并确保紧急停止按钮完好无损,如果发现任何异常,请报告维修。5.如果发现CNC车床异常,必须立即停止操作,并且可以在修理后使用。



